
高清CCD扫图模组与设备融为一体的精典设计,适合大多数客户,功能强大,性能优越,价格适中 设备特点:单屏幕+手动抽屉 (550S)

规格介绍:
设备电源 AC 220V,50Hz
设备名称: 智能光学首件检测仪
型号: LiQ-550S
设备尺寸: 1300*950*1200mm
电源: 稳定电压1000W;AC 220V (±10%)
操作系统: Windows 10
电脑: 工控电脑
处理器: i7
内存: 16 GB
主硬盘: 1TB
主显示器:24寸 飞利浦
副显示器8寸 / 无
测试精度: 0.05%
电桥频率 20Hz~100kHz
R/C最小测量 R 0.1Ω;C 0.1PF
PCBA尺寸: 420*310mm
零件高度 上30MM 下50MM
扫描元件 CCD
扫描光源 LED
光学分辨率 100~4800 dpi
轨道方式: 手动 抽屉控制
编程资料 BOM,CAD坐标档
功能介绍
智能首件检测设备与人工检测对比使用性能评估 | |||
方式 | SMT首件检测系统 | 传统方式 | 备 注 |
操作人 员 | 仅需1人 | 通常2人 | SMT首件检测系统仅需传统方式一半的人力。 |
检测速 度 | 快 | 慢 | SMT首件检测系统提高检测速度60%以上。 |
品质保 证 | 可靠性高 | 可靠性低 | SMT首件检测系统系统实时显示检测情况,避免漏检, 可方便对多贴,错料,极性和方向进行判定; 传统方式完全依靠人员,容易出错。 |
视觉对 比 | 简单,精确 | 困难,易出错 | SMT首件检测系统系统扫描图像将实物放大几十倍, 清晰度高,容易识别和定位;传统方式作业 员需要核对BOM,元件位置图以及首件板上 细小的SMD元件,容易视觉疲劳并出错。 |
判定方 式 | 自动 | 人工 | SMT首件检测系统系统自动保存测量值并判定结果, 真实反映测值;传统方式用人工记录确认,存在风险。 |
管理难 度 | 容易 | 较难 | SMT首件检测系统电脑存储资料和程序,需要使用时方便调用; 传统方式需要管理纸质的BOM文件和元件位图,再次调 用时较麻烦,且占用空间。 |
可追溯 性 | 容易追溯 | 很难追溯 | SMT首件检测系统系统操作人员操作时须登记工号,同时能追溯出问题的元件。 |
检测报 告 | 自动生成 | 人工作业 | 人工作业繁琐,费时费力 |
软件介绍:
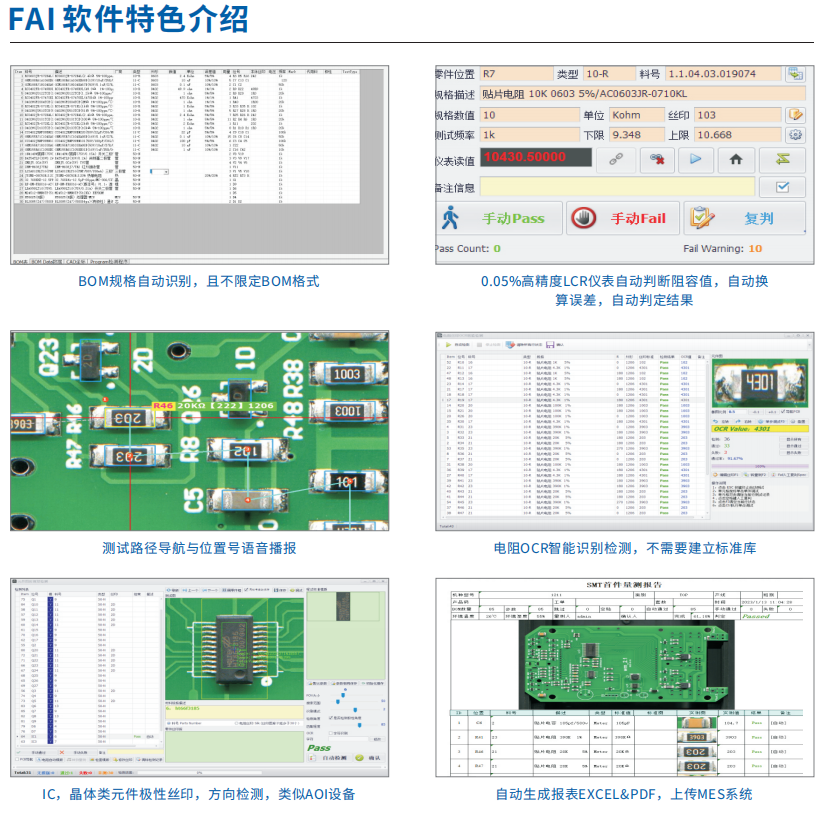
软件界面展示
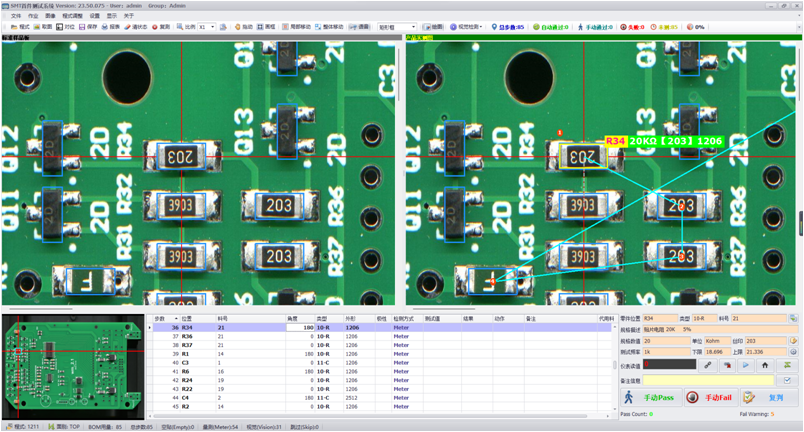
立谦智能FAI软件独创的样品图和实测图对比显示模式,便于查询前后生产的差异
规格介绍:
设备电源 AC 220V,50Hz
设备名称: 智能光学首件检测仪
型号: LiQ-550S
设备尺寸: 1300*950*1200mm
电源: 稳定电压1000W;AC 220V (±10%)
操作系统: Windows 10
电脑: 工控电脑
处理器: i7
内存: 16 GB
主硬盘: 1TB
主显示器:24寸 飞利浦
副显示器8寸 / 无
测试精度: 0.05%
电桥频率 20Hz~100kHz
R/C最小测量 R 0.1Ω;C 0.1PF
PCBA尺寸: 420*310mm
零件高度 上30MM 下50MM
扫描元件 CCD
扫描光源 LED
光学分辨率 100~4800 dpi
轨道方式: 手动 抽屉控制
编程资料 BOM,CAD坐标档
功能介绍
智能首件检测设备与人工检测对比使用性能评估 | |||
方式 | SMT首件检测系统 | 传统方式 | 备 注 |
操作人 员 | 仅需1人 | 通常2人 | SMT首件检测系统仅需传统方式一半的人力。 |
检测速 度 | 快 | 慢 | SMT首件检测系统提高检测速度60%以上。 |
品质保 证 | 可靠性高 | 可靠性低 | SMT首件检测系统系统实时显示检测情况,避免漏检, 可方便对多贴,错料,极性和方向进行判定; 传统方式完全依靠人员,容易出错。 |
视觉对 比 | 简单,精确 | 困难,易出错 | SMT首件检测系统系统扫描图像将实物放大几十倍, 清晰度高,容易识别和定位;传统方式作业 员需要核对BOM,元件位置图以及首件板上 细小的SMD元件,容易视觉疲劳并出错。 |
判定方 式 | 自动 | 人工 | SMT首件检测系统系统自动保存测量值并判定结果, 真实反映测值;传统方式用人工记录确认,存在风险。 |
管理难 度 | 容易 | 较难 | SMT首件检测系统电脑存储资料和程序,需要使用时方便调用; 传统方式需要管理纸质的BOM文件和元件位图,再次调 用时较麻烦,且占用空间。 |
可追溯 性 | 容易追溯 | 很难追溯 | SMT首件检测系统系统操作人员操作时须登记工号,同时能追溯出问题的元件。 |
检测报 告 | 自动生成 | 人工作业 | 人工作业繁琐,费时费力 |
软件介绍:
软件界面展示
立谦智能FAI软件独创的样品图和实测图对比显示模式,便于查询前后生产的差异








